Сегменти для алмазних пилкових дисків та коронок




переваги
1. Ці свердла зазвичай виготовляються з різних матеріалів, таких як алмаз, абразив або їх комбінація. Алмазні свердла відомі своєю високою ефективністю різання та довговічністю і підходять для різання твердих матеріалів, таких як бетон, кладка та камінь. Абразивні диски зазвичай використовуються для різання м'якших матеріалів.
2. Форма та конструкція леза відіграють життєво важливу роль у визначенні швидкості різання, точності та здатності розсіювати тепло під час процесу різання. Поширені форми фрез включають турбінні, хвилясті, сегментовані та безперервні, кожна з яких розроблена для конкретних застосувань різання та матеріалів.
3. Розмір ріжучої головки, включаючи висоту та товщину, безпосередньо впливає на глибину різання та стабільність процесу різання. Більші головки зазвичай використовуються для важкого різання, тоді як менші головки можна використовувати для тонших і точніших розрізів.
4. Процес склеювання, який з'єднує сегмент леза з пилковим полотном або коронкою, впливає на міцність та стабільність інструменту. Сегменти можна з'єднувати за допомогою різних методів склеювання, включаючи спікання, лазерне зварювання або пайку, кожен з яких пропонує певні переваги з точки зору міцності та термостійкості.
5. Кількість та розташування насадок на лезовому або коронковому свердлінні впливає на ефективність різання, розсіювання тепла та плавність різання. Вибирайте з різних конфігурацій, таких як сегментована, безперервна або турбінна, залежно від ваших конкретних потреб різання та матеріалів, що оброблюються.
6. Деякі свердла розроблені зі спеціальними функціями, такими як захист від підрізання, канавки для ефективного видалення сміття або отвори для охолодження, щоб запобігти перегріву під час тривалих операцій різання.
7. Ріжуча головка може бути розроблена для конкретних застосувань різання, таких як різання бетону, різання асфальту, різання плитки або свердління в різних матеріалах, що забезпечує оптимальну продуктивність та довговічність для конкретного завдання.
Тестування продукції

ЗАВОДСЬКИЙ МАЙДАНЧИК

| Назва продукту | Діаметр пильного диска (мм) | Розмір сегмента (мм) | Кількість сегментів (шт.) | Форма |
| Алмазний сегмент для каменю | 300 | 40×3,2×10(15,20) | 21 | Форма B, форма K, форма M, прямокутник, форма сендвіча тощо |
| 350 | 40×3,2×10(15,20) | 24 | ||
| 400 | 40×3,6×10(15,20) | 28 | ||
| 450 | 40×4,0×10(15,20) | 32 | ||
| 400 | 40×3,6×10(15,20) | 28 | ||
| 450 | 40×4,0×10(15,20) | 32 | ||
| 500 | 40×4,0×10(15,20) | 36 | ||
| 550 | 40×4,6×10(15,20) | 40 | ||
| 600 | 40×4,6×10(15,20) | 42 | ||
| 650 | 40×5,0×10(15,20) | 46 | ||
| 700 | 40×5,0×10(15,20) | 50 | ||
| 750 | 40×5,0×10(15,20) | 54 | ||
| 800 | 40×5,5×10(15,20) | 57 | ||
| 850 | 40×5,5×10(15,20) | 58 | ||
| 900 | 24×7,5×13(15) | 64 | ||
| 1000 | 24×7,5×13(15) | 70 | ||
| 1200 | 24×8,0×13(15) | 80 | ||
| 1400 | 24×8,5×13(15) | 92 | ||
| 1600 | 24×9,5×13(15) | 108 | ||
| 1800 рік | 24x10x13(15) | 120 | ||
| 2000 рік | 24x11x13(15) | 128 | ||
| 2200 | 24x11x13(15) | 132 | ||
| 2500 | 24×12,5×13(15) | 140 | ||
| 2700 | 24×12,5×13(15) | 140 |
| Розмір алмазного сегмента для коронкового свердління | ||||
| Діаметр коронки (мм) | Опис | Розмір сегмента | Номер сегмента | Зварювання |
| 51 | Матеріали для обробки: залізобетон; З'єднання: 1 1/4″ UNC; Цилиндр: 450 мм | 22*4*10 | 5 | Частотне зварювання міді |
| 63 | 24*4*10 | 6 | ||
| 66 | 6 | |||
| 76 | 7 | |||
| 83 | 8 | |||
| 96 | 9 | |||
| 102 | 9 | |||
| 114 | 10 | |||
| 120 | 24*4,2*10 | 11 | ||
| 127 | 11 | |||
| 132 | 11 | |||
| 152 | 24*4,5*10 | 12 | ||
| 162 | 12 | |||
| 180 | 14 | |||
| 200 | 16 | |||
| 230 | 18 | |||
| 254 | 20 | |||
| 300 | 24*5*10 | 25 | ||
-

Алмазне дискове пильне полотно з заточкою
-

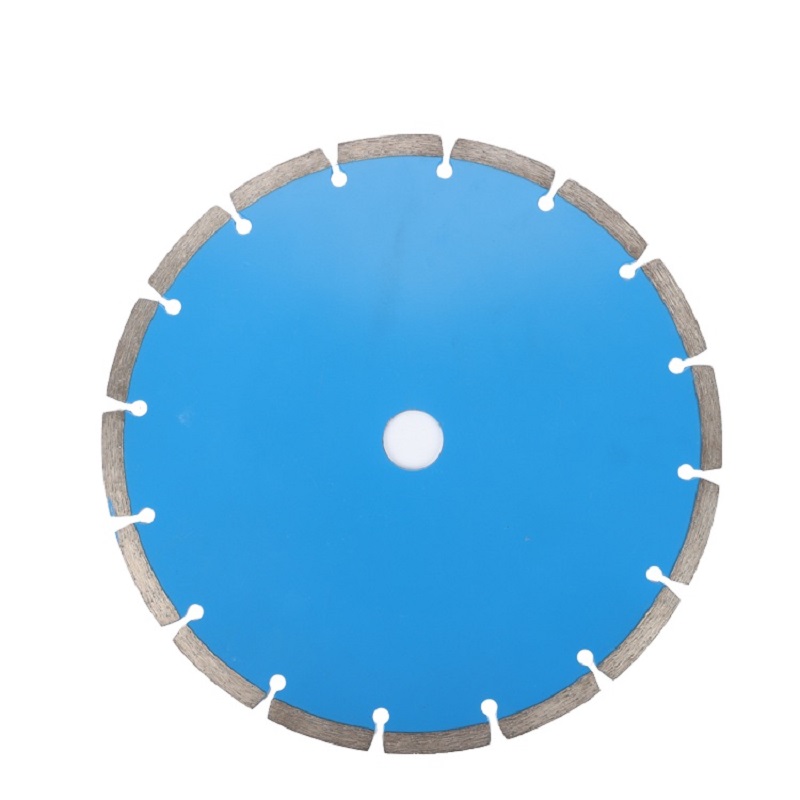
Алмазне дискове відрізне полотно із захисними сегментами
-
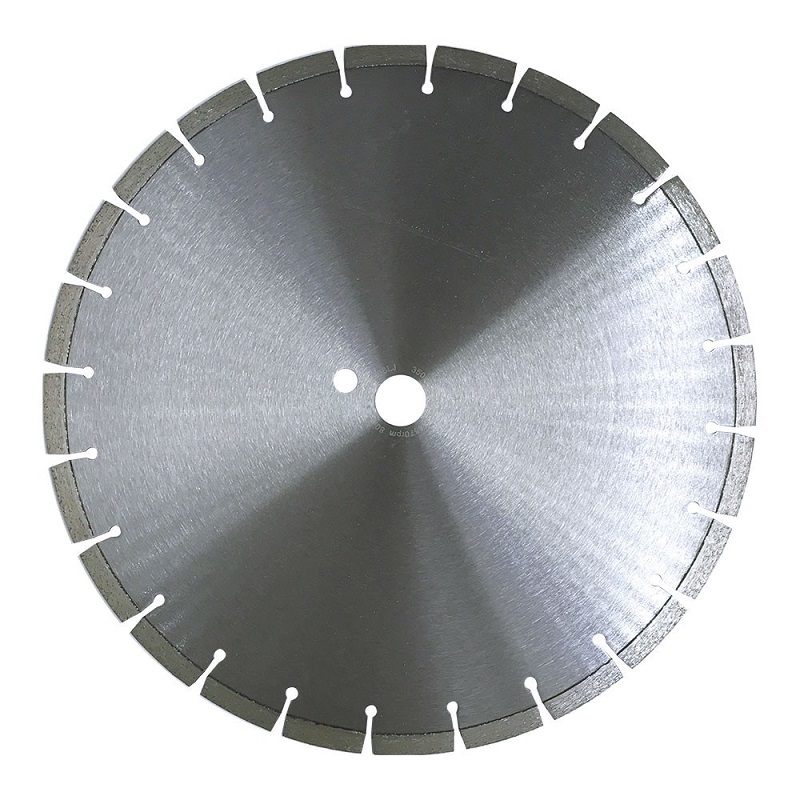
Лазерне зварне дискове алмазне пильне лезо
-
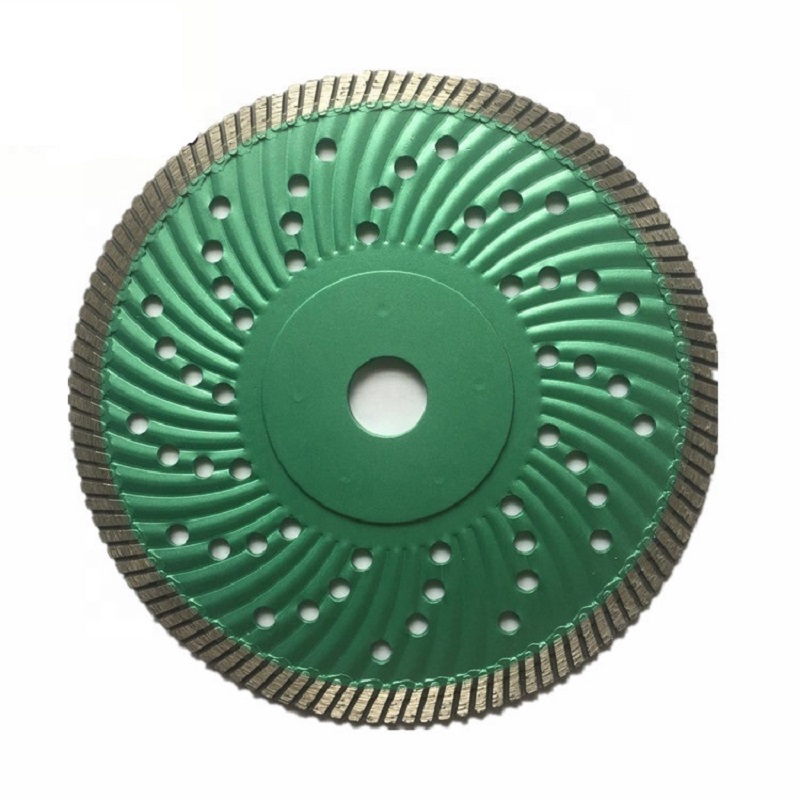
Алмазний пильний диск Turbo Wave Silent для каменю
-
Алмазний пильний диск з гальванічним покриттям та безперервним ободом із захисними сегментами
-
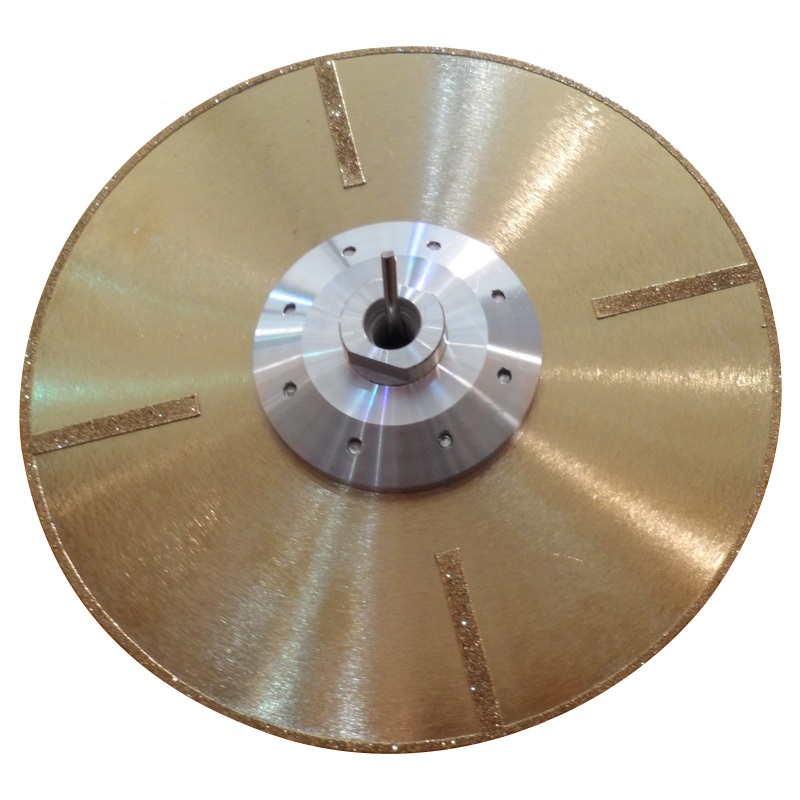
Алмазний диск для циркулярної пилки для граніту та мармуру