Цільна твердосплавна чорнова кінцева фреза




Особливості
1. Висока швидкість видалення матеріалу: Карбідсовольфрамові фрези для чорнової обробки мають меншу кількість канавок порівняно зі стандартними фрезами. Це дозволяє створювати більше стружкове навантаження та більш агресивне різання, що призводить до вищої швидкості видалення матеріалу. Вони ідеально підходять для швидкого видалення великої кількості матеріалу під час чорнової обробки.
2. Висока твердість та зносостійкість: Карбід вольфраму відомий своєю винятковою твердістю та зносостійкістю. Це робить чорнові кінцеві фрези, виготовлені з карбіду вольфраму, дуже міцними, навіть під час обробки твердих матеріалів, таких як нержавіюча сталь, легована сталь або чавун.
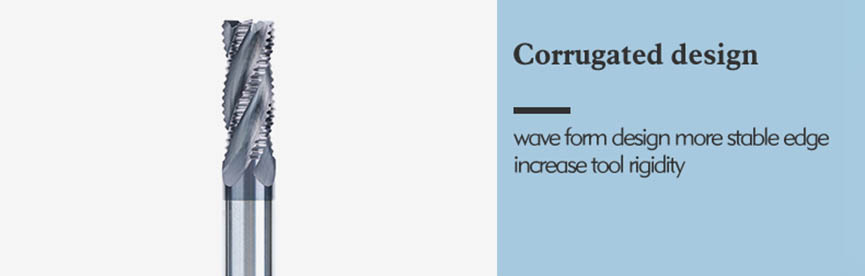
3. Конструкція з грубим зубом: Чорнові кінцеві фрези зазвичай мають більші та розташовані ширше ріжучі зуби порівняно з іншими кінцевими фрезами. Така конструкція допомагає досягти ефективного відведення стружки та запобігає її засміченню, забезпечуючи плавне різання.
4. Стружколоми: Деякі чорнові фрези з твердого сплаву вольфраму можуть мати стружколоми або стружкоділювачі на ріжучих кромках. Ці функції допомагають розбивати довгу стружку на менші, легші для обробки шматки, сприяючи кращому видаленню стружки та зменшуючи ризик пошкодження заготовки.
5. Висока термостійкість: Висока термостійкість карбіду вольфраму дозволяє фрезам для чорнової обробки витримувати тепло, що утворюється під час видалення великої кількості матеріалу. Ця термостійкість допомагає запобігти деформації інструменту або його передчасному виходу з ладу, забезпечуючи довший термін служби інструменту.
6. Змінна спіраль або змінний крок: Деякі чорнові кінцеві фрези мають змінну спіраль або змінний крок на своїх канавках. Ця особливість допомагає зменшити вібрацію та детонацію під час процесу різання, що призводить до покращення якості поверхні та підвищення стабільності інструменту.
7. Варіанти покриття: Фрези для чорнової обробки можна покривати різними покриттями, такими як TiAlN, TiCN або AlTiN. Ці покриття покращують продуктивність інструменту, зменшуючи тертя, збільшуючи потік стружки та підвищуючи зносостійкість. Правильний вибір покриття залежить від конкретного застосування та матеріалу заготовки.
8. Міцна конструкція: Карбід-вольфрамові фрези для чорнової обробки мають міцну та довговічну конструкцію, щоб витримувати вимоги чорнової обробки. Вони розроблені для роботи з високими силами різання та забезпечення стабільності під час видалення великої кількості матеріалу.
9. Варіанти хвостовиків: Чорнові фрези з твердосплавного сплаву доступні з різними варіантами хвостовиків, включаючи прямі хвостовики, хвостовики Weldon або хвостовики з конусом Морзе. Вибір хвостовика залежить від кріплення інструменту верстата та конкретних вимог до обробки.
10. Геометрія інструменту: Фрези для чорнової обробки можуть мати спеціальну геометрію інструменту для оптимізації продуктивності різання. Ця геометрія може включати збільшений діаметр серцевини, посилені радіуси закруглення кутів або спеціальну підготовку кромок для підвищення міцності та продуктивності інструменту під час чорнової обробки.
Детальний дисплей



ФАБРИКА

-

5 шт. сталевих жерновів із шестигранним хвостовиком для обробки дерева
-

деревоподібна форма з радіусним кінцем, тип F, твердосплавна фреза
-

Кільцева фреза HSS з глибиною різання 25 мм та хвостовиком One Touch
-

Набір з 5 подовжених центральних свердел HSS з покриттям
-

Свердло DIN340 HSS M2 Spiral з яскраво-білим покриттям
-

Високоякісні плоскі кінцеві фрези HSS з 4 канавками